
MFL Pipescan Technique
یکی از روشهای مناسب برای اسکن کردن لولهها در اقطار مختلف بصورت ثابت و متحرک میباشد، یعنی اینکه با حرکت در طول سطح خارجی لوله، داخل و خارج آن را از نظر خوردگی حفره دار شدن بازرسی میکند. در این روش از سیستم الکترونیکی با هشدار دهنده بر روی دست بازرس استفاده میشود. این سیستم برای تشخیص عیوب دارای هشدار دهنده صوتی و تصویری (L.E.D) مورد استفاده قرار می گیرد.
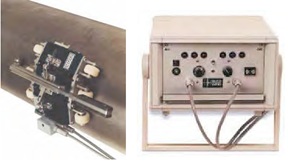
تجهیزات بازرسی روش MFL
قابلیتها
در این روش منشا داخلی و یا خارجی بودن خوردگی حفره دار شدن از سطح، توسط نمایشگر تصویر میشود. این سیستم قابلیت اندازه گیری را ندارد.
محدودیتها
- اسکنر طولی در این روش قابلیت بازرسی ناحیه کوچکی از یک طرف جوش دوار و یا بر روی فلنج را ندارد.
- نواحی اطراف جوش طولی توسط این روش بازرسی نمیشوند.
- اسکنر این روش نمیتواند نواحی حاوی خم ها، زانویی و محدودههایی به این شکل روی لوله را بازرسی کند.
- بازرسی تا ضخامت ۱۹mm و برای پوشش با ضخامت ۶mm امکان پذیر است.
- حداقل به ۱۲۰mm تمیزی اطراف لوله نیاز است.
الزامات این روش و پارامترهای تاثیرگذار
- نیاز به دسترسی کامل به سطح خارجی لوله
- غیریکنواختی ضخامت رنگ (بخصوص در زیر لوله)، خوردگی شدید و عدم گردی منجر به تشخیص اشتباهی عیوب و یا مانع بازرسی میگردند.
- اسکنر تنها روی خط مستقیم قابلیت حرکت داشته و خمها و زانوییها را نمیتوان بازرسی کرد.
- در تجهیزاتی که بصورت تدریجی ضخامت آنها کاهش یافته است، ممکن است عیوب ناشی از فرسایش قابل تشخیص نباشند.
- شکل عیوب
- حساسیت سیستم متاثر از سرعت حرکت اسکنر میباشد، اپراتور باید این سرعت را بین ۳۰۰mm/sec تا ۵۰۰mm/sec نگهدارد.
- این روش تنها دارای یک اسکنر میباشد و برای ارزیابی کمی نیاز به بازرسی ثانویه دارد.
- این روش برای لولهها با ضخامت ۶-۱۹mm کارایی دارد. حداکثر حساسیت وابسته به ضخامت است.