
Pulsed Eddy Current (PEC) Technique
در این روش جریان پالسی از طریق کویل ایجاد میگردد. وقتی که جریان برقرار میشود، جریان گردابی درون متریال القا شده ولی با گذشت زمان شدت آن کاهش مییابد. با اندازهگیری نرخ کاهش جریان گردابی، ضخامت محاسبه میگردد. ضخامتهای بالاتر منجر به کاهش هر چه بیشتر شدت این جریان میشود.
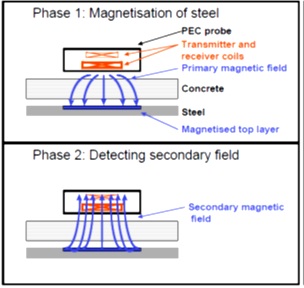
شماتیکی از نحوه اندازه گیری روش PEC. در فاز اول سطح بالایی مغناطیسی شده و در فاز دوم میدان ثانویه ایجاد شده توسط جریان گردابی بازرسی را تکمیل میکند.
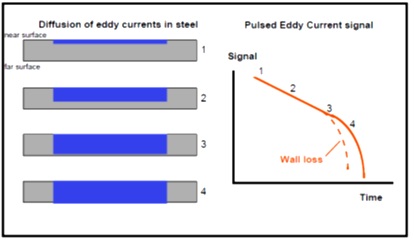
شماتیکی از نحوه نفوذ جریان گردابی در فولاد. ابتدا جریان گردابی در سطح فولاد متمرکز میشود (مرحله ۱)، سپس به داخل آن نفوذ میکند (مرحله ۲ و ۳) تا اینکه در نهایت به سطح پشتی میرسد (مرحله ۴). وجود پوسیدگی بر سر راه بازرسی PEC منجر به دریافت سریعتر سیگنال میگردد.
قابلیتها
- قابلیت استفاده برای بازرسی فولادهای کربنی و یا فلزات فرومغناطیس کم آلیاژ
- بازرسی ضخامتهای ۲-۳۵mm و عایق تا ضخامت ۲۰۰mm
- قابلیت ارزیابی خوردگی فرسایشی، نرخ خوردگی و خوردگی زیر عایق
- On stream
- قابلیت استفاده روی هرگونه عایق غیرمغناطیسی (برای مثال: rockwool، بتن، foamglass، marine growth، آلودگی، پوشش و پوسیدگی)
- قابل استفاده در رطوبت و زیر آب
- قابلیت استفاده برای ورقهای آلومینیوم، فولاد زنگ نزن یا گالوانیزه (تا ۱mm)
- عدم نیاز به آماده سازی سطحی
- دقت بالای نتایج
- نتایج قابل تکرار بوده و برای ارزیابی تا ۲% خوردگی میتواند بکار گرفته شود.
- قابلیت شناسایی عیوب تا ۵۰% ضخامت، برای مثال در عایق تا ضخامت ۵۰mm، عیوب تا ابعاد ۲۵mm را میتواند تشخیص دهد.
- روش PEC دارای تجهیزات نمایش دهنده برای نتایج بازرسی پوششها و عایقها میباشد ولی سریع عمل نمیکند.
محدودیتها
- میزان ضخامت قابل بازرسی توسط PEC متناسب با ناحیه در دسترس میباشد، یعنی ناحیهای که جریان گردابی قابلیت برقراری دارد. اندازه این ناحیه متناسب با فاصله بین پروب و سطح فلز میباشد. این ناحیه بصورت دایرهای شکل بوده و قطر آن به فاصله بین پروب و سطح فولاد وابسته است. میزان ضخامتی که توسط PEC محاسبه میشود، میانگین مقادیر اندازهگیری شده ضخامت در سطوحی است که جریان گردابی عبور میکند. لذا PEC تنها میتواند میزان زوال ضخامت را بررسی کند و برای ارزیابی خوردگی موضعی همچون حفرهدار شدن مناسب نمیباشد.
- قابلیت تفکیک مشخصی بین عیوب داخلی و خارجی را ندازد.
- نحوه عملکرد PEC نه تنها وابسته به ضخامت فولاد وابسته بوده، بلکه به خواص الکترومغناطیس (یعنی میزان رسانایی الکتریکی و مغناطیسی فولاد) نیز بستگی دارد. این خواص به گرید فولاد وابسته بوده و اغلب یک ذوب فولاد با ذوب دیگر در این خواص متفاوت میباشد. برای اندازهگیری دقیق ضخامت، ابزار PEC باید توسط قطعهای مشابه و یا فولادی از همان ذوب تحت بازرسی، کالیبره گردند.
الزامات این روش و پارامترهای تاثیرگذار
- دسترسی با طناب امکانپذیر است.
- تمیزکاری به اندازه ۵ برابر ضخامت عایق جهت اندازه مابین دو لوله مورد نیاز میباشد.
- جریان پالسی گردابی برای بازرسی نواحی بزرگی از خوردگی بکار میآید (برای نواحی موضعی کارایی ندارد).
- آنالیز اطلاعات نتایج این روش بازرسی مقدار میانگین ضخامت را از طریق میزان دسترسی پروب نشان میدهد ولی عیوب منفرد و یا ذرات ریز مجزا را تشخیص نمیدهد. در نواحی همراه با خوردگی حفرهدار، حداقل ضخامت بدست آمده کمتر از میانگین ضخامت حاصل از نتایج میباشد.
- مقدار ضخامت محاسبه شده از طریق PEC مقداری نسبی بوده و دارای مقادیری اختلاف در مکانهای بازرسی شده میباشد. مقدار دقیق ضخامت در یک نقطه پس از کالیبره شدن بدست میآید.

بازرسی حین کار تجهیزات با وجود عایق حرارتی. PEC دارای پروب قابل جابجایی بوده و نیازی به داربست زدن برای بازرسی نمیباشد

بازرسی تجهیزات offshore دارای عایق حین سرویس به کمک نصب توسط زنجیر. بازرسی کامل ۲ روز طول میکشد.