
TOFD Fast Screening Technique
روش و تجهیزات TOFD برای بازرسی جوش بکار گرفته میشوند. در واقع روش TOFD قابلیت بازرسی عیوب دور از پروب را امکانپذیر میکند. برای بازرسی سطح بزرگی از قطعه از مبدل امواج استفاده میشود. نرم افزار Shell Global Solutions برای تخمین ناحیه مورد نیاز برای نصب پروب جهت اندازهگیری دقیق (یعنی پاسخ قایل ارزیابی ناشی از عیوب در اثر سیگنال برگشتی) و صحت عیوب (یعنی اندازهگیری میزان خطای حاصل از نتایج اندازه عیب)، بکار گرفته میشود. لذا این نرم افزار برای اتوماتیک کردن فرایند TOFD برای اندازه گیری زمان حرکت امواج، تبدیل و برگشت ناشی از برخورد با عیوب خوردگی استفاده میشود.
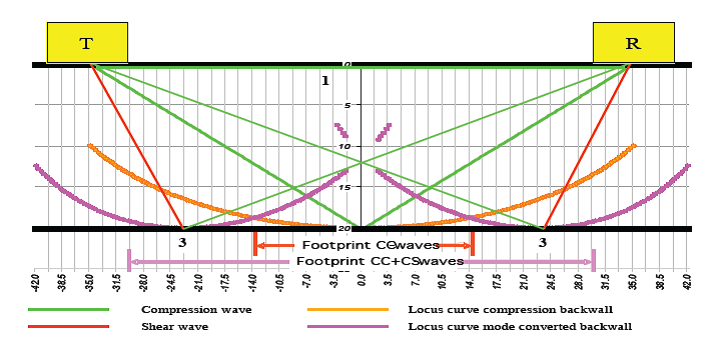
محل قرارگیری پروب TOFD با استفاده از محاسبه مکان بازتاب امواج فشاری (CC) و امواج تبدیل شده (SC)
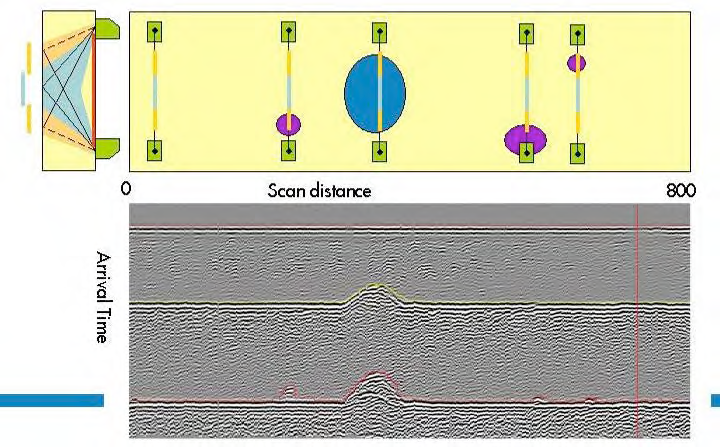
مثالی از وجود کاهش سطح مقطع در اثر وجود عیب در قطعه
قابلیتها
- تجهیزات این روش دارای قابلیت تجزیه و تحلیل تصویری سیگنالها تا ضخامت ۲۰-۳۰mm و یا حتی ضخامتهای ۱۰۰mm میباشند.
- تجهیزات بازرسی متناسب با میزان محل مورد نیاز برای نصب پروب تحت شرایط زیر مورد استفاده قرار میگیرند:
- ۳۰mm برای ضخامت ۲۰mm الی ۸۰mm برای ضخامت ۱۰۰mm
- عمق قابل بازرسی با افزایش ضخامت، افزایش مییابد (یعنی فرکانس بالاتر). مثلاً از ۵mm برای ضخامت ۲۰mm تا ۲mm برای ضخامت ۱۰۰mm.
- برای قطعات با اشکال دوار، ۵mm برای ضخامت ۲۰-۱۰۰mm.
- وجود امواج جانبی در نزدیکی سطح برای بازرسی، خطای ناشی از وجود لایه رنگ را کاهش میدهد.
- این روش برای بازرسی خوردگی حفره دار شدن مخازن پوشش دار ایده ال میباشد (برای پوششهای: roll bondor explosion bond type; not welded overlay)، نوعی محدودیت در محاسبه ضخامت کلی برای شرایطی که ضخامت پوشش به اندازه بحرانی ۳mm وجود دارد، ایجاد میشود.
- قابل کاربرد برای فولادهای کربنی کم آلیاژ و آلیاژ شده بوده با اینکه حساسیت کمی کاهش مییابد (پلیت متریال دارای ساختار هم محور و نه جوشکاری شده است).
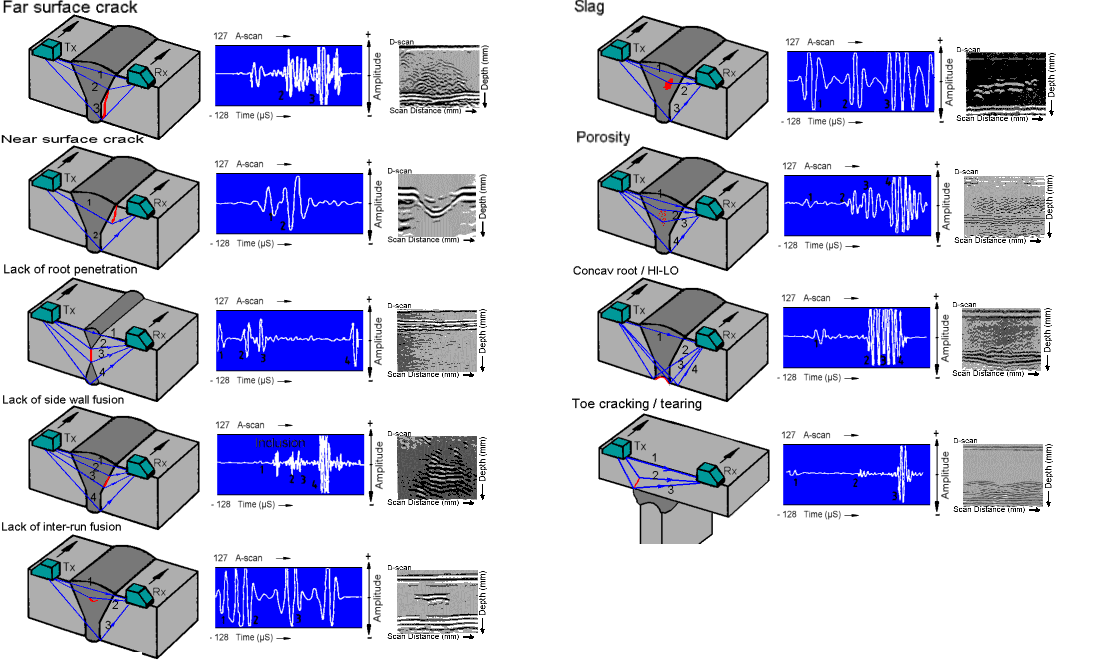
نحوه نتایج حاصل از بازرسی برخی عیوب با روش TOFD
محدودیتها
- این روش برای ضخامتهای پایین (کمتر از ۱۵-۲۰mm) مناسب نبوده زیرا بازدهی تجهیزات کاهش یافته (عدم امکان استفاده از مزایای پرتوهای عمودی برای تعیین شماتیک خوردگی) و موج جانبی نزدیک سطح نیز قدرت تفکیک پایینی مییابد (برای ضخامت کمتر از ۶mm).
- وجود پوشش بر روی صحت امواج جانبی دریافتی نمایشگر TOFD اثر منفی گذاشته و لذا میتواند مانع ارزیابی سیگنال بازگشتی از عیوب گردد (و از طرفی میتواند مانع اثر بخشی اتوماتیک کردن فرایند گردد).
- ممکن است ناخالصیها موجود در متریال، به اشتباه ذرات خوردگی تشخیص داده شوند، بخصوص زمانیکه نزدیک به سطح داخلی قطعه باشند.
الزامات این روش و پارامترهای تاثیرگذار
متناسب با انواع پروب، شرایط بهینه عملکرد فرایند به شرح زیر میباشد:
- اسکنر دستی برای سطوح مناسبتر میباشد
- اسکنر مکانیزه شده برای یک ناحیه مشخص (دسترسی به تمامی محل مورد بازرسی نباشد).
- اسکنر مکانیزه با کنترل حرکت بصورت مغناطیسی برای اعمال به تمامی نقاط یک مخزن (بخصوص برای نقاط دور از دسترس)

اپراتور در حال نصب پروب TOFD، این روش برای سطوح عمودی و ۲۰m2 بازرسی در روز مناسب میباشد